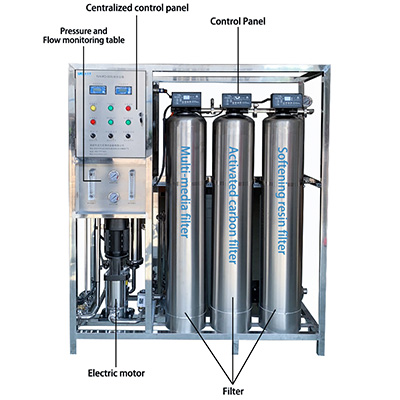
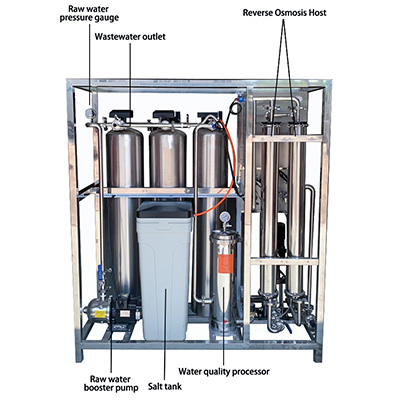
Our Industrial Water Softening System is engineered for heavy-duty applications, combining Reverse Osmosis (RO) technology with advanced carbon filtration. This system effectively reduces water hardness, removes dissolved solids, and eliminates chlorine to protect your industrial equipment and improve process water quality. **Key Features:** – **High-Capacity Softening:** Designed for continuous operation in industrial environments. – **Multi-Stage Filtration:** Pre-filtration + RO Membrane + Post-carbon polishing. – **Scale Prevention:** Significantly reduces calcium and magnesium buildup in pipes and boilers. – **Automated Control:** Easy-to-use control valve for efficient regeneration cycles. – **Durable Frame:** Corrosion-resistant materials ensure long-term reliability. **Applications:** – Industrial boiler feed water treatment. – Manufacturing process water purification. – Large-scale commercial laundry and hospitality facilities. **Technical Specifications:** – Model: QHW-IND-SOFT – RO Membrane Capacity: Customizable (500-5000 GPD) – Recovery Rate: 50-75% – Power Supply: 220V/50Hz or 110V/60Hz – Control Type: Time/Flow-based automatic regeneration